PCBA半金属化孔的合理设计及加工方法?
")
")
")
")
")
")
")
如何控制PCBA半金属化孔成型后的孔壁铜皮翘起、披锋残留的产生一直是PCB板件机械加工中的一个难 题。深圳宏力捷PCB设计这是因为一般的PCB成型的机械加工方式无外乎数控锣床锣板、机械冲床冲切等方式,这些方式在切断PTH孔铜的时候,无可避免的会导致余下部分PTH 孔的断面上残留下铜丝披锋,严重的甚至有孔壁铜皮翘起现象。
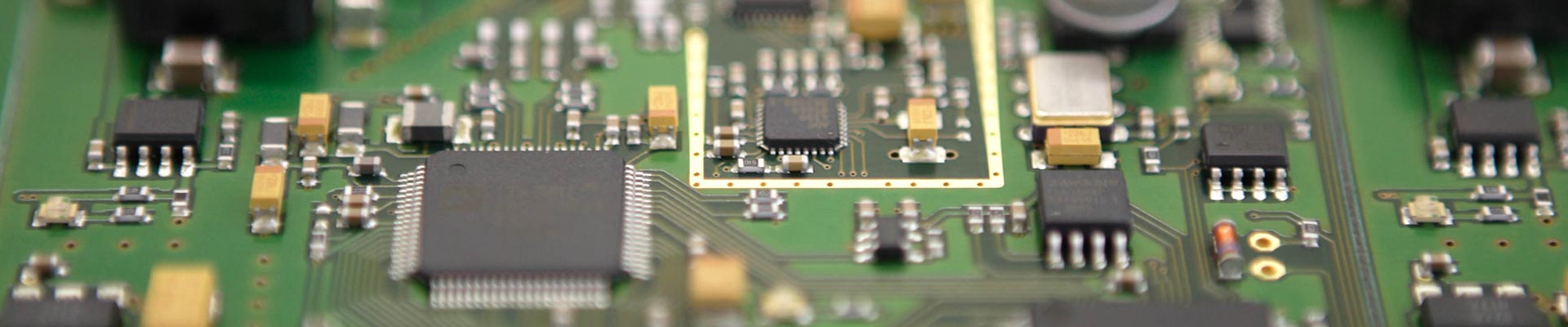
象上图这样单元边整排有PCBA半金属化孔的PCB,个体都比较小,多用于载板上,作为一个母板的子 板,通过这些PCBA半金属化孔与母板以及元器件的引脚焊接到一起。所以如果这些PCBA半金属化孔内残留有铜丝披锋,在SMT厂家进行焊接的时候,将导致焊脚不牢、虚 焊;严重的造成两引脚之间的桥接短路。多数SMT厂家不易接受此类PCB缺陷,而据笔者所知,现在多数PCB厂家是以人工修理作为应对方案。
机械加工原理:下面我们从机械加工的原理来分析披锋的成因。由于机械冲床冲切方式几乎不大可能 应用到PCBA半金属化孔的外形加工上,在此只针对数控锣床锣外形的原理进行分析介绍。我们知道,一般的数控锣床的SPINDLE的旋转方向都是顺时针的,习惯上 称为右旋刀。如下图(一),假定一个金属化孔在PCB单元外形上,A、B两点是它们的交点,锣板方向如图所示。那么当右旋的锣刀在锣到B点的时候,B点受 到一个向右的剪切力F。理想状况下剪切力F将B处切断。但是附着在孔壁上的铜是具有延展性和韧性的,锣刀在切到孔壁以铜为主的金属化层的时候,会由于以下原因产生披锋残留:
1.锣刀由于转速不够和磨损的原因,造成锣刀的切割力不足 ;
2.孔铜与孔壁结合力不足,在F的作用下,断口附近孔铜脱离 ;
3.孔铜的延展性,特别是热风整平或沉金等表面处理后,又增加了金属层的厚度和延展性及韧性,造成切割不断;
大多数情况下,披锋只在B点而不会在A点产生。这是因为锣刀在切割到A点的断面的时候,先切割 到A点的孔壁金属化层。A点金属化层同B点的孔壁金属化层一样,会由于金属的延展性发生形变,但A点断面背靠着基材层,有效地防止了金属层的延伸以及金属 层与孔壁的脱离。只要锣刀没有严重磨损,切割力足够,A点锣后的断面会很平滑,没有披锋产生。从原理分析中,我们很容易想到只要我们先将板件反转过来,还 是用原来的锣板方向,先把B点处的铜丝锣断,再按正常情况
锣板,就能防止披锋的产生。不过此种方法只适用于单个金属化孔在外形线上,而且孔径比较大的情况。现时常规最小直径的锣刀是中0.80mm,如果我们面对的是一整排的类似邮票孔的PCBA半金属化孔,并且孔间距比较小、孔径也比较小的时候,我们应该怎么做呢?
设计和加工方法:
一、二次钻法
设计方法:按锣板方向在PCBA半金属化孔的B点处在PTH后加钻一个适当的NPTH孔,预先切断B点断面。这里要注意几个细节。
1. NPTH孔的孔径的选择:
2. 一般数控钻机的S P I NDL E的旋转方向也是顺时针的,将PCB板件翻转过来钻孔;并且应选用槽形钻嘴钻孔。所以要切断B点的孔铜,必须考虑到PCB板件的涨缩变化和二次钻以及锣机 的对位精度,NP TH孔应该在钻带中设计为削入板件内2-4mil ;
3. 如果按下面的碱性蚀刻流程,需要把PCBA半金属化孔的焊盘单元外的部分削入外形线2-4mil如 果采用下面的酸性蚀刻流程,则单元外的焊盘要保留单边比孔大5mil以上。
山西英特丽电子科技有限公司的投资方为深圳市英特丽智能科技有限公司。近年来,英特丽集团在光机电制造领域拓展比较迅速,已在江西省抚州市生产基地,安徽省宿州市EMS生产基地,四川省内江生产基地项目,晋城EMS智能制造生产基地四个基地。
晋城基地项目将建成华北地区最具规模的SMT智能制造生产基地,可为晋城市及周边地区90%以上光机电企业提供电路板加工、电子产品代工等服务,是山西电子行业发展的基础配套厂。项目分二期建设,一期总投资约5亿元,建设25条左右的SMT生产线,配备先进完善的数字化管理体系,其中包括ERP、MES、WMS智能软件管理系统;多条插件、后焊、组装、包装生产线,以及测试平台、智慧工厂等。二期计划总投资约5亿元,计划投资充电桩、新能源储能等上下游产业相关项目。其中充电桩项目已经启动,设备在2022年10月中旬入场,11月开始组装生产、12月开始销售,客户为国有大中型交通投资企业。
